
I sat down with Mike Murphy, the Chief Commercial Officer at BrightView Technologies, during the DVN Shanghai event. As BrightView just joined DVN a few months ago, I wanted to learn more about who they are, what they do and what they think about the automotive lighting market.
Paul-Henri Matha for DVN: Hello Mike, it’s nice to meet you! Can you start by sharing a bit about BrightView?
Mike Murphy: Hi Paul-Henri, it’s great to meet you, too! Thanks for taking the time to speak with me. Let me explain a little about BrightView.
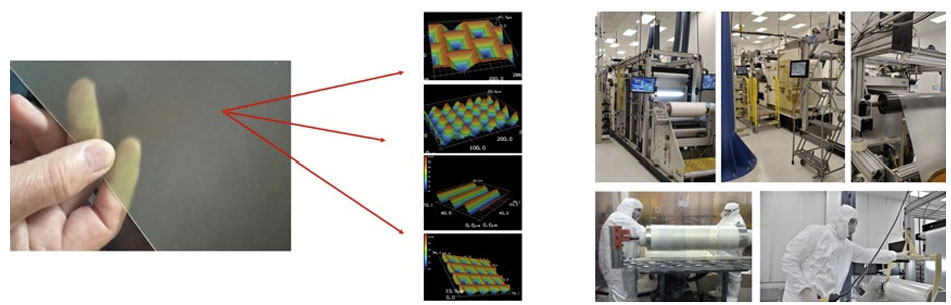
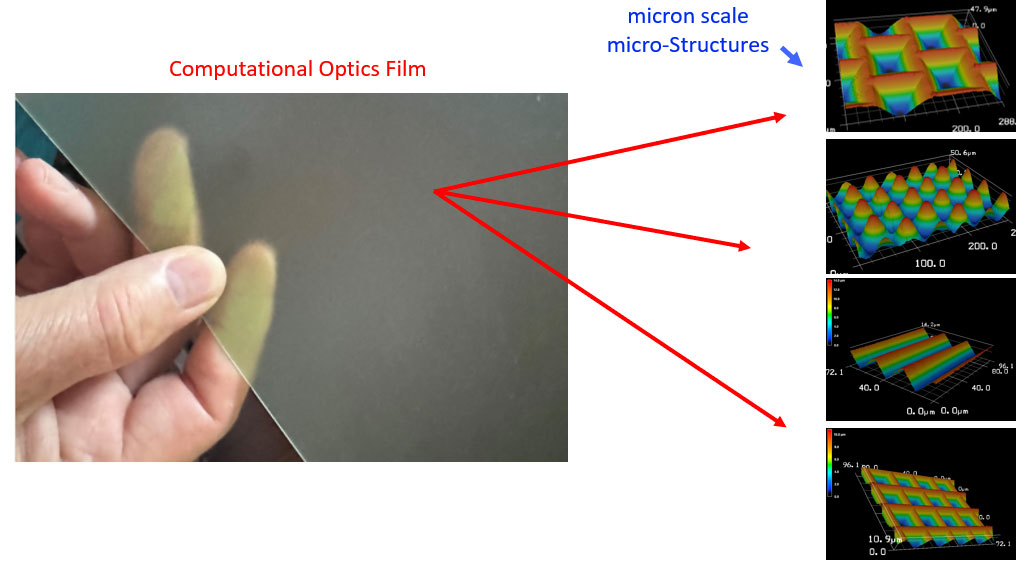
BrightView Technologies, based in Durham, North Carolina, United States, designs and mass produces film products, which incorporate microlens arrays—also called ‘computational optics’—into their surface. Computational optics are micro-sized (one millionth of a metre) structures that manage light propagating through a film for a wide range of applications. With best-in-class technology, unparalleled speed in product development, and an extensive array of materials and form factors, BrightView creates the fundamental building blocks powering major technology trends such as artificial intelligence, high-acuity displays, AR/VR, 3D image sensing, and advanced automotive functionality.

DVN: Where did the idea come from to enter the automotive business, especially lighting?
M.M.: BrightView’s origins stem from the commercial lighting sector, building strong capabilities in managing the light from LED point sources. Over the years, this effort helped BrightView branch into adjacent markets such as consumer display, AR/VR, and sensing. Interestingly, the automotive industry aligns with all of these segments, so there is a lot of synergy with our technology and business. For example, attributes of efficient light management—including low cost, size, weight and creative optical outputs—are all benefits in the design of innovative vehicle displays!
DVN: Can you give us more details about your computational optics products?
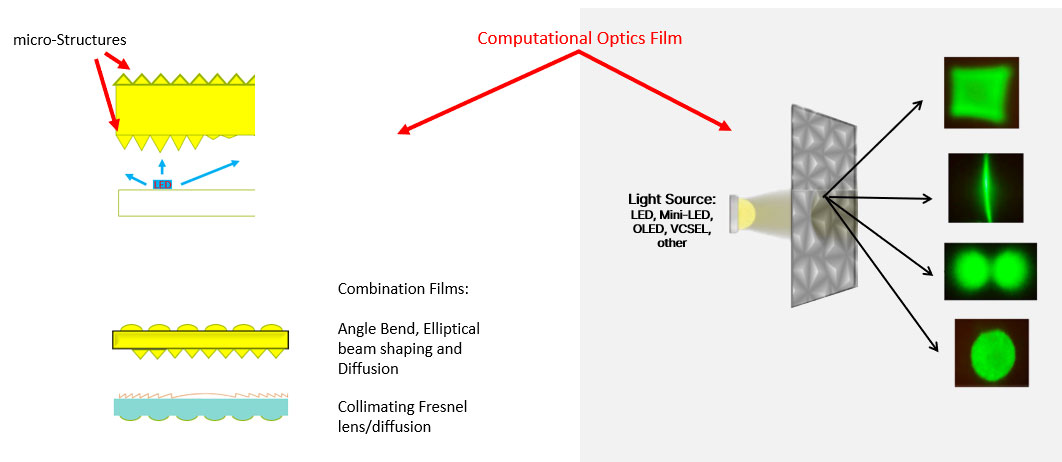
M.M.: Our computational optics products are sophisticated polymer films which are designed to perform the optical function required, depending on the use case. For example, the consumer and enterprise display industries have been utilizing the benefits of film-based computational optics products to enable the performance required for flat-panel displays—including high brightness, uniform field of view, and more. The consumer and enterprise display industries are demanding and cost-conscious markets, and computational optics films have enabled complex optical problems to be resolved, yielding the manufacture of high-performance, cost-effective displays. This capability has been picked up by the automotive industry, and computational optics films are now being used in a wide range of motor vehicle applications, such as lighting, sensor systems (including lidar) and displays.
The manufacturing process at BrightView is very similar to the high-volume microelectronics industry, using greyscale lithography processes to create the tooling for high-volume computational optics film production. Grayscale lithography enables the creation of micro- and nanostructures with varying height gradients, enabling the fabrication of surfaces with complex topographies. The process is well established and generates consistent, high-performing computational optics film products in high volume over a wide range of polymer substrates, which can meet the exacting standards of the automotive industry.
DVN: What about vehicle lighting applications?
M.M.: Vehicle lighting is often called the ‘new chrome’—a term initially coined by Volkswagen. Computational optics films enable low-profile, low-weight and high-performance exterior and interior lighting systems which are low in energy consumption and material usage. These films are being used to homogenize LED lighting arrays for smooth light output profiles and complex optical patterns, giving the automakers a broader range of lighting solutions to differentiate their EV model range. Many of the techniques being leveraged in lighting stem from the back- and edge-lit display industry, yielding established technologies with a solid supply chain to support volume requirements. Computational optics films can be laser- or die-cut and thermoformed into different shapes with little or no change in optical performance. This opens the use of these films in a wide range of interior and exterior automotive lighting applications.

DVN: Do you see other automotive applications evolving?

M.M.: Yes! Modern vehicles have a wide range of sensor systems, and notwithstanding the drive towards autonomous vehicles, the need for a wide range of sensor types is essential for the safe performance of the vehicle. Lidar sensing has been well known for many years, and the recent utilization of computational optics films within the sensing units has enabled specific optical beam shapes to be generated. Whether enabling object sensing or gesture control within the vehicle, the capabilities of computational optics films directly influence the efficiency of optical sensors and take advantage of their low-cost capabilities.

Automotive displays are growing rapidly, and the range of display types within a modern vehicle is enormous. Whether leveraging flat panel infotainment displays, instrument clusters, regular or panoramic head-up displays, computational optics films enable the high optical performance required. Flat panel, edge-lit or back-lit displays leverage the capabilities developed within the consumer and enterprise display industries and the advantages that engineered computational optics films can bring. For example, brightness is a very important parameter for a motor vehicle, and as a result, BrightView has developed innovative Gain Enhancement Films (GEFs) which increase the light output from an edge-lit display by about 30 per cent. This translates into direct electrical energy savings, which is key for the EV industry.
HUDs are increasingly available on vehicles, and with computational optics films their optical performance can be enhanced with better uniformity and brightness. Using these films in HUD designs can significantly reduce the optical complexity and component count, which can be passed on as a cost benefit and weight savings to the automaker. Another applicable area is pillar-to-pillar displays across the entire dashboard of the vehicle. They mainly use back-lit display approaches, but these have a high brightness and uniformity requirement that can only be achieved using computational optics films. There may be angle bending or privacy needs, and engineering the computational optics structures can achieve this required optical performance within the film—reducing complexity, component cost and weight while maintaining the desired low-profile footprint.

BrightView’s unique computational optics film products bring mature technology to the automotive industry that is enabling a quantum leap in capabilities for lighting, sensing and display. As a leading optical film solutions provider, BrightView is excited to educate DVN members and followers on the vast capabilities of computational optics—in addition to the impact that the technology is beginning to have on the automotive industry.
DVN: How do you calculate the optical performance you want on the room, a 2D film and on a 3D film in the lamp? What curvatures and shapes can you handle?
M.M.: Our design process typically begins with a deep dive into the optical functionality required by the customer. Rather than specify lenses, our world-class optical design team asks the client to outline the optical input and desired optical output. With our in-house proprietary software, we create a design of experiments (DOE) for the computational optics structure. Once the DOE is transferred to our greyscale photolithography system (called E2), we create a matrix of test blocks or prototypes. What is unique about our process is that our speed allows us to design empirically and experimentally, rather than just using simulations. We can often create prototypes faster than we can simulate in software such as LightTools. After measuring the optics of the test blocks, and often providing multiple samples to our customer, together we select a final design and then create a full-size primary tool, again using our E2 system. Using our post-processing steps, we create generational tooling from this primary tool to ensure long-term consistency and stability in the process. The generational tool is then used on our large scale, roll-to-roll photoreplication line to create the final mass-production product. From start to finish, this process can take as little as 5-7 days but typically it is a few weeks to go from concept to production.
Transparency and communication are fundamental; we keep clients informed at every stage, ensuring a seamless transition from concept to a fully-realized optical solution that not only meets but exceeds their expectations.
DVN: What is the density of the optical structures you can provide? How do you define the microlenses on a customer specification, or do you have you own specification?
M.M.: Our computational optics designs are micron-level structures, and the application ultimately governs structure size and density. You cannot see the structures with the naked eye, so you will need a microscope. These microstructures appear as a slight haze to the film surface, but there will be millions of structures per square inch.
DVN: Film integration in lamp is always complex. You need a very accurate position of the film on the holder, reflector and housing. How to you work with set maker to guarantee the position?

M.M.: Typically, for lighting applications, our computational optics products do not need precise alignment with the optical source. But there are exceptions; for example, in the display industry, you may need to position certain microstructure regions on the film relative to an optical source, and the use of fiducials readily facilitates that.
DVN: What does your cycle time look like?
M.M.: Our development cycle times are very fast. Tooling can be manufactured within 24 hours following the modelling and assessment phase. Overall, it would normally take around four to six weeks to go from initial design discussions with a customer to prototype. ‘Down-selection’ for production tooling would follow. Production can start immediately upon selection and will typically follow a 2-week lead time depending on order size.
DVN: What else can you tell us about the films?
M.M.: Our manufacturing process is applicable across a wide range of polymer materials, but for the automotive industry, this is mainly polycarbonate that is selected as the substrate. Our computational optic structures are then written into a proprietary UV-cured photopolymer. Manufacturing is a low-touch, high-volume roll-to-roll process, which means our pricing is competitive. We have been successfully supplying the high volume and cost-sensitive industries of consumer display and commercial lighting for some years now. Many of our customers are in Asia, including China.










