By Felipe Melhado
As the demands on vehicle lighting systems evolve, driven by design complexity, thermal performance, and increasing functionality, the way we mould lighting components must also evolve. Conventional injection moulding, with its high pressures, limited open-gate times, and long cooling cycles, struggles to meet the rigorous requirements of thick optical lenses and embedded electronics.
Recently, I had the opportunity to visit X2F’s facility in Loveland, Colorado, USA, where I saw a breakthrough called controlled viscosity moulding (CVM). This proprietary, low-pressure, extrusion-based process unlocks new possibilities in moulding thick-wall optics and embedded electronics, including thermally-conductive lighting components.
In conventional injection moulding, material is plasticized under intense shear forces, then rapidly injected into the mould. For thick parts like a 25-mm-thick PMMA or PC lens, this approach presents challenges:
- Extended cycle times: single-cavity thick lenses can need 7 – 10 minutes per cycle due to gradual cooling and limited packing capability after gate freeze.
- Material degradation: high shear leads to molecular chain scission, diminishing optical clarity and mechanical integrity.
- Stress and sink: conventional moulds must endure pressures 10 – 20 times higher than cavity fill pressure, yet sometimes the moulded parts still show sink marks, warping, and anisotropic shrinkage (that is, shrinkage with different magnitudes in different directions).
X2F’s CVM technology inverts the traditional process: rather than relying on shear to heat and move polymers, CVM uses precisely-controlled conduction heating and extrusion to bring plastic to a known viscosity before moulding. The polymer chains remain entangled throughout the process, preserving clarity, strength, and dimensional stability.

In one striking example at the X2F lab, I observed a thick PMMA lens, over 25mm deep, moulded in just three minutes. The part exhibited virtually no sink (<50 microns), no stress under cross-polarized light, and retained high optical quality. This was accomplished with a fraction of the pressure and energy used by traditional systems.
Vehicle lighting engineers will recognize the implications immediately:
- Faster cycle times: reducing lens moulding time to three minutes increases throughput while cutting machine and labour costs.
- Optical precision: CVM eliminates knit lines and optical distortion, making it ideal for headlamp lenses, signal covers, and lighting optics.
- Thermal management: CVM can mould thermoplastic materials with high filler-load, such as 60-per-cent carbon fibre-filled PEEK, or thermally-conductive PC blends, enabling lighter, more capable alternatives to aluminium for LED heat sinks.
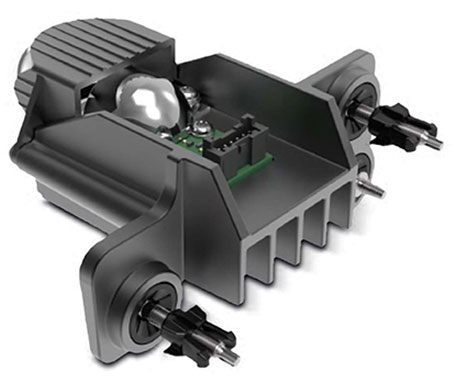
- Embedded electronics: The low-pressure, low-shear process makes X2F’s technology uniquely suited for moulding around circuit boards, sensors, and LEDs. That comports well with new kinds of adaptive lighting and multifunctional modules.
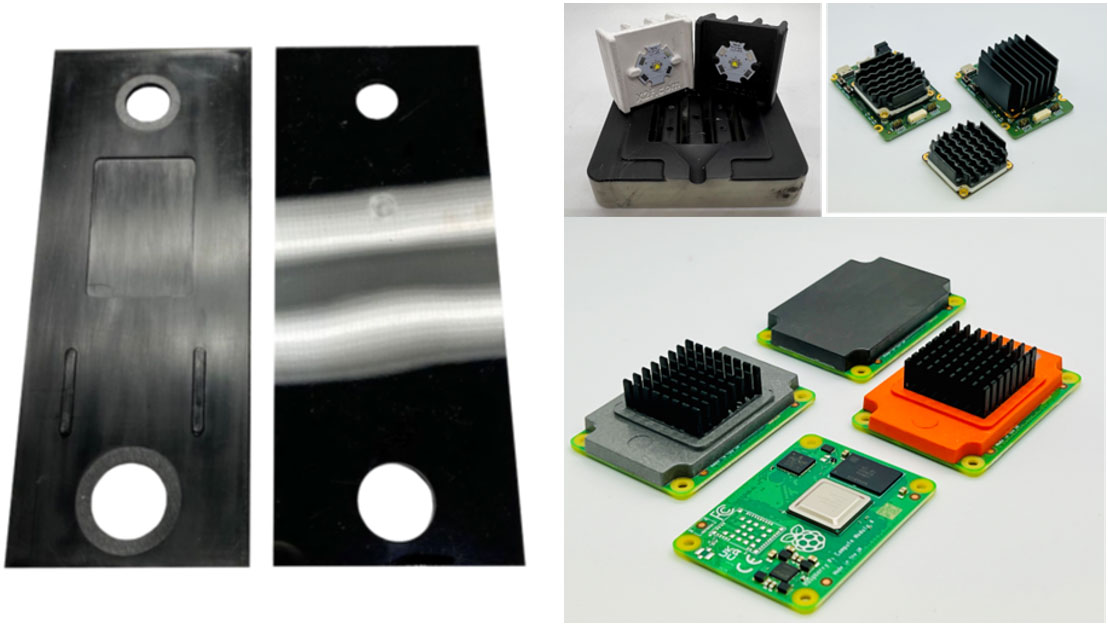
CVM is highly scalable and accessible. X2F’s systems require up to 80 per cent less clamp force and electrical energy, meaning the machinery is lighter, more mobile, and easier to install. X2F moulds can be aluminium, or even 3D-printed for prototypes or short runs. This dramatically reduces cost and iteration time for lighting product development.

Because the CVM process uses an output-based algorithm, monitoring actual resistance to flow and cavity pressure, operators can tune the system with a few intuitive settings, rather than having to train up in the black art of screw speeds and back pressures.