Felipe Melhado撰稿
随着设计、散热性能和智能化驱动,汽车照明系统需求不断变化,我们塑造照明组件的方式也需要适应变化。传统的注塑成型依赖于高压、有限的浇口打开时间和较长的冷却周期,通常难以满足厚光学镜头和嵌入式电子设备的严格要求。
最近,我参观了 X2F 位于科罗拉多州拉夫兰的工厂,在那里我亲眼目睹了聚合物加工技术的一项突破:可控粘度成型 (CVM)。这种基于低压挤出的专有工艺正在重新定义厚壁光学元件和嵌入式电子设备(包括导热照明组件)模塑。
打破常规:突破传统注塑成型的案例
在传统的注塑成型中,材料在强大的剪切力下塑化,然后迅速注入模具中。对于较厚的部件(例如 1 英寸 PMMA 或 PC 透镜),这种方法有几个难点:
- 更长的循环时间:由于浇口冻结后逐渐冷却且填充能力有限,单腔厚镜片每个循环通常需要 7-10 分钟。
- 材料降解:高剪切会导致分子链断裂,从而降低光学透明度和机械完整性。
- 应力和凹陷:传统模具必须承受比型腔填充压力高 10-20× 的压力,但有时成型零件仍会出现凹痕、翘曲和各向异性收缩。
X2F 的可控粘度成型:基于物理的替代方案
X2F 的 CVM 颠覆了传统流程。CVM 不依靠剪切来加热和移动聚合物,而是使用精确控制的传导加热和挤出技术,在成型前使塑料达到已知的粘度。聚合物链在整个过程中保持缠结状态,保持透明度、强度和尺寸稳定性。

在 X2F 实验室,我观察到一个厚厚的 PMMA 镜片——深度超过 1 英寸——在短短 3 分钟内成型。该部件几乎没有凹陷 (<50 微米),在交叉偏振光下没有应力,并保持了较高的光学质量。相比传统系统,只需更少的压力和能量即可实现。
为何它对汽车照明很重要
对于汽车照明工程师来说:
- 更快的循环时间:透镜成型时间从 15-7 分钟缩短到 3 分钟,提高了产量,同时降低了机器和人工成本。
- 光学精度: CVM 消除了拼接线和光学失真,使其成为前照灯镜头、信号罩和照明光学元件的理想选择。
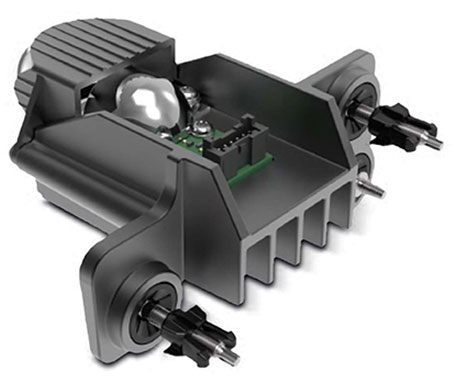
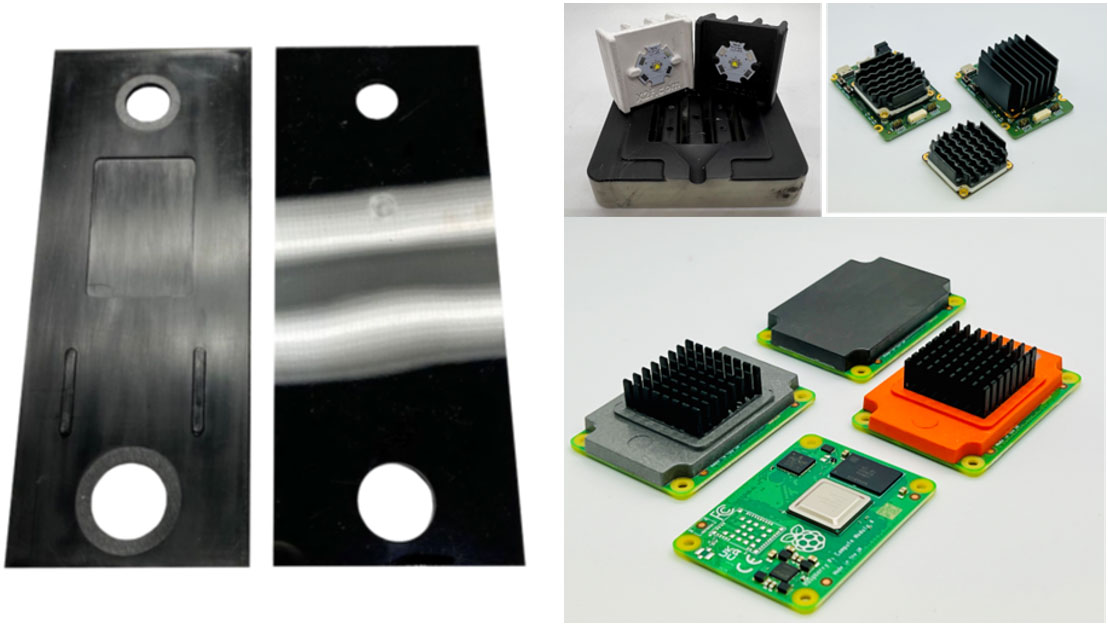
- 热管理:CVM 可以模塑高填充量热塑性材料(例如 60% 碳纤维填充的 PEEK、导热 PC 混合物),为 LED 散热器提供更轻、更智能的铝替代品。
- 嵌入式电子:低压、低剪切工艺使 X2F 技术特别适合于电路板、传感器和 LED 的成型,这对于下一代自适应照明和智能模块至关重要。
更小的机器,更智能的模具
真正让 CVM 与众不同的是它的可扩展性和可访问性。X2F 系统需要的夹紧力和电能最多可减少 80%,这意味着机器更轻、更灵活、更易于安装。X2F 模具可以是铝制的,甚至可以是用于原型或小批量的 3D 打印模具。这大大降低了照明产品开发的成本和迭代时间。

由于 CVM 流程使用基于输出的算法(监控实际的流动阻力和型腔压力),操作员可以通过一些直观的设置来调整系统。不再需要螺杆速度和背压的“黑魔法”。
创新新视角
随着照明工程师在光学复杂性、热集成和电气化方面不断突破界限,成型技术必须跟上步伐。X2F 的受控粘度成型提供了一个引人注目的平台,它挑战了传统的限制,同时实现了新的设计自由度。
从厚壁透镜到导热外壳和敏感的嵌入式电子设备,X2F 不仅提供了注塑成型的替代方案,而且是一种卓越的替代方案。